Introduction
We provide comprehensive service for construction and handling machines with an emphasis on professional repair of diesel units. This time we present a complete rebuild of the Deutz TCD2013 L06 2V engine mounted in a handling (material handler, wheeled) Terex Fuchs MHL350D. The machine operates in an intensive environment of a recycling yard, where reliability, quick service response, and minimizing downtime are crucial. The disassembly and reassembly were carried out at the client's location in the Małopolskie Voivodeship, near Kraków, while the repair block was conducted at our base in Kojszówka. Our mobile service was responsible for logistics and preparing the machine for restart.
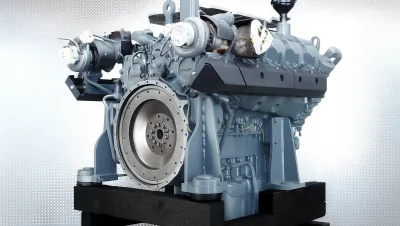
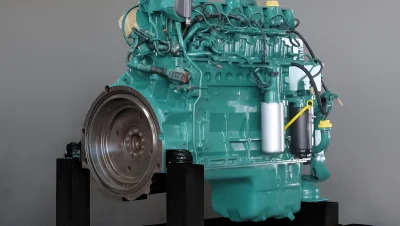
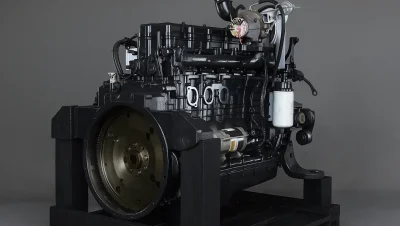
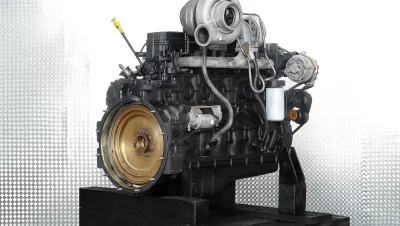
The machine manufacturer, Terex Fuchs, has been specializing for years in the construction of handling machines with a large reach, precision, and efficiency, while Deutz is one of the most recognizable manufacturers of industrial power units. The TCD2013 L06 2V engine is a 6-cylinder, inline unit cooled by liquid, valued for its high work culture and fuel economy in off-highway applications. It arrived at our service with symptoms of power loss and increased smoking under load.
Preliminary diagnostics in the machine
The reason qualifying for the overhaul turned out to be worn crankshaft and connecting rod bearings. The initial symptoms were a metallic knock in the lower part of the engine, oil pressure drop, and fine metal shavings detected during filter inspection. We performed quick measurements in the machine: checking the current oil pressure when hot, exhaust gas analysis under various loads, and endoscopic inspection of the oil pan and lower parts of the cylinder. To confirm our hypothesis, we also conducted a preliminary oil sample test for metal and fuel content and a cooling system test to rule out concurrent overheating. The results indicated progressive wear in the crank-piston system with accompanying loss of lubrication pressure, which clearly qualified the unit for removal and full workshop verification.
Engine disassembly
The disassembly was carried out at the client's site using a crane provided by the client, in accordance with our safety standards. The circuit equipment was disassembled: intake and exhaust piping, coolant hoses, oil and fuel lines, electrical harnesses, and engine mounting elements. We paid special attention to securing the cooling system and intake to prevent contamination. After separating the clutch and support legs, the power unit was removed from the frame and prepared for transport to our workshop in Kojszówka. Simultaneously, our mobile service team disconnected and masked all ports and sensitive surfaces to prevent damage during transport.
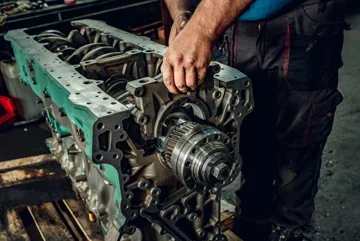
Verification of components in the workshop
After preliminary washing and disassembly, we conducted a full verification. We confirmed excessive wear of the main and connecting rod bearings, local signs of metal-to-metal contact, and increased clearances. We performed crankshaft runout measurement, checked the journals, oil channels, and cylinder bores. The cylinder head underwent a leak test in a water bath with compressed air, and we checked the valve seats and guides as well as the condition of the valves. The injectors were tested on a test bench, and the high-pressure pump and Common Rail were verified for tightness and efficiency. The turbocharger was assessed for axial and radial play. Result: the crank-piston system required a complete rebuild, while the fuel and turbocharging equipment qualified for regeneration and calibration.
Regeneration and repair
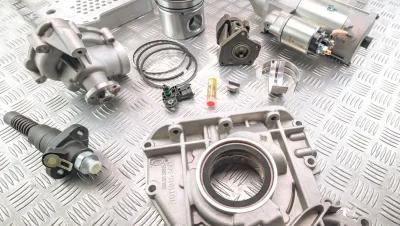
Crank-piston system
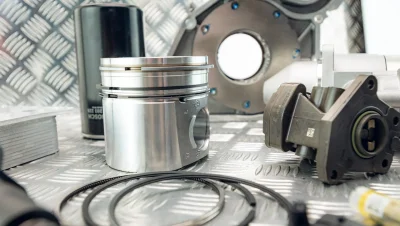
The crankshaft was ground to repair size according to the manufacturer's tolerances, and the oil channels were cleaned and thoroughly flushed. We installed new main and connecting rod bearings, piston sets with rings, and cylinder liners after honing the bores. The connecting rods were inspected for twisting and longitudinal bending and checked for bolts.
Engine head
The head was planed, the geometry of the seats was restored, we replaced the guides and valve stem seals, and the valves themselves were ground or replaced, depending on wear. The leak test after machining confirmed the correct condition of the component.
Fuel system
The injectors were calibrated on the test bench after ultrasonic cleaning, restoring nominal doses and response times. We checked the high-pressure pump and regulator, replaced filters and return lines. Everything was assembled following strict cleanliness procedures, which is crucial in Common Rail systems.
Equipment and accessories
The turbocharger received a new set of bearings and seals after verification, and the rotor was balanced. We regenerated the starter and alternator and checked the electromechanical components responsible for starting and charging. The cooling system was flushed, the thermostat and pressure cap were replaced. All seals, O-rings, and critical lines were replaced with new ones, in accordance with Deutz specifications.
Professional engine assembly
The engine was assembled using new bolts and critical seals, adhering to the torque and angle tightening specifications and the order prescribed by the manufacturer. We used assembly compounds for the bearings and timing system, and before the first start, we conducted a prelube of the lubrication system, ensuring that the oil parameters reached safe values with the first crank of the shaft.
Engine dynamometer test
Every engine after rebuilding goes to our engine dynamometer, which distinguishes WIBAKO among companies servicing Deutz diesel engine service. The test is conducted in two stages. Stage I is the running-in and warming up of the unit under a load of 20-30% of nominal power for a minimum of 16 hours. During this time, we monitor the temperatures of the head and exhaust, oil pressure, fuel dose, stability of revolutions, and tightness of the entire system. We record graphs to catch even subtle anomalies.
After successfully completing the running-in, we begin Stage II, which involves multiple full-load tests over a wide range of revolutions. We perform several repeatable series to confirm that the engine achieves power and torque parameters in accordance with the documentation. We check the dynamics of boost pressure rise and the behavior of the fuel system under rapid load changes. The entire process concludes with a protocol containing a detailed characteristic graph.
Why is this important in practice? The dynamometer allows us to transfer the risk of typical "childhood diseases" from the client's site to the controlled conditions of our workshop. The machine operator receives a unit tested under load, without the need for experimentation at the workplace. This way, we minimize downtime and the risk of secondary failures resulting from incomplete verification. Additionally, during the tests, we heat up seals and gaskets, and the oil and cooling system achieve stable operational parameters. This translates into real savings and greater reliability of the client's machine fleet.
Engine installation in Terex Fuchs MHL350D
The installation was carried out at the machine's workplace, near Kraków. Before introducing the block into the frame, we prepared the workstation: we checked the cleanliness of the ports, replaced aging-prone hoses, and cleaned the mounting points and ground points in the machine's frame. The power unit was introduced using the client's crane and guides, and then precisely seated on the pads. We paid special attention to the axial alignment of the connection with the rotation gearbox and the stability of the support legs. Tightening was done with torque and angle control, and the values were recorded in a quality protocol.
After mechanical coupling, we began restoring the installation: we connected the fuel lines with new seals, installed the air piping with new clamps and hoses, and equipped the exhaust system with fresh gaskets. We replaced the complete set of filters, replenished working fluids, and bled the fuel system. Next, we connected the electrical harnesses and sensors. Each node was verified for tightness using pressure and smoke tests, significantly reducing the risk of micro-leaks, which are typical for units after repairs.
The start-up took place in the presence of the operator. The engine started working without knocks and vibrations, and the oil pressure and temperatures were within the norm. We performed a series of functional tests: idle stability, throttle response, behavior during rapid load changes, hydraulic operation in the handling cycle, and tests of lifting and rotating the body. The machine underwent several heating and cooling cycles, and after the tests, we conducted a review of the connections. Finally, we provided the operator and maintenance manager with a report on the installation and operational guidelines.
We also thoroughly checked the tightness of all connections: oil, fuel, and cooling, using both observational methods after the test load and measuring pressure drops. Additionally, we conducted acoustic and thermal imaging inspections to confirm even temperature distribution on the manifolds and cooling lines. Such a standard of installation ensures that operation after the repair begins with stable, predictable performance of the unit.
Engine maintenance after repair
Every engine after rebuilding that leaves WIBAKO is covered by a warranty and a service care program. We recommend the first filter change after 50 operating hours along with a review of the connections between the engine and the cooling system, power supply, and hydraulics of the machine. Subsequent inspections are recommended every 250 operating hours, but no less than once every 3 months. During these visits, we check, among other things, the tightness of the systems, operating parameters, injection corrections, oil condition, and working temperatures. If necessary, we perform updates to the engine control unit software and calibrate the sensors. Our mobile service travels to the machine's workplace, which allows us to minimize downtime to the necessary minimum.
Information about machines that use this engine
The Deutz TCD2013 L06 2V unit is popular in a range of off-highway applications. In addition to the Terex Fuchs MHL350D, it is found in other Fuchs handling machines, such as MHL340, MHL355, MHL360 (in selected configurations), as well as in selected models from manufacturers such as Sennebogen or Atlas. It also successfully powers some crushers and screens, as well as specialized equipment where high reliability and fuel economy are required.
Summary
The conducted repair restored full functionality to the power unit in the Terex Fuchs MHL350D, and the dynamometer confirmation of parameters eliminated the risk of surprises during operation. The client received a unit with stable pressures and temperatures, with the correct power and torque characteristics. Thanks to WIBAKO's standards regarding assembly cleanliness and control procedures, the Deutz TCD2013 L06 2V engine is prepared for long and trouble-free operation. We remind you of the inspection after 50 operating hours, which we perform on-site at the client, and regular service every 250 operating hours or no less than every 3 months.