Repair of the concrete pump in the truck – what happened to the pump?
Daily work in the machinery service is not just a routine, but often a fascinating story of diagnostics, repairs, and precision engineering. This time, a concrete pump truck arrived at the workshop. At first glance, the problem seemed simple: the hydraulic pump started making disturbing noises. After initial inspections, it turned out that the loud operation was due to worn oil and potential damage to internal components. Thus began the detailed repair of the Rexroth A4VG71 hydraulic pump – the heart of the entire system driving the concrete drum.
Dismantling the pump – the first stage of repair
The pump was removed from the machine and then transported to the workshop. Already at this stage, the technicians noticed that the oil in the system was in terrible condition – cloudy, with visible traces of water and wear. Such oil is not suitable for reuse or filtration, so a complete replacement was necessary. After draining the fluid, the dismantling began – step by step, maintaining full cleanliness and documenting each stage.
Preliminary verification of components
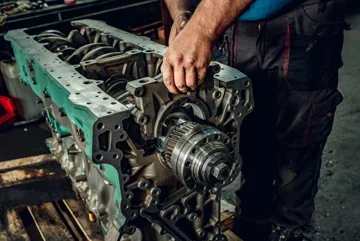
After thorough external cleaning, it was time to disassemble the pump. The mechanics started with the booster pump. At this point, they noticed a disturbing symptom – the presence of water in the oil. Subsequent stages of disassembly revealed that the separator had sharp edges, indicating a significant degree of wear. Such components in hydraulic systems are crucial for proper operation, so the only decision could be made – replacement with new parts.
Regeneration of the pump – precision and cleanliness above all
After disassembly, all parts were thoroughly cleaned and checked for wear. The ball, separator, and pistons were replaced, while the swash plate and cylinder were honed and prepared for reassembly. Each component was lubricated and assembled with surgical precision. In such pumps, precision is key – even a minimal error in setting the rotating group or improperly selected sealing can lead to serious consequences in the operation of the entire concrete pump.
A new life for the hydraulic system
After assembling the pump, it was time for testing. The pump was mounted on the test bench, bled, and started under controlled conditions. The test results were positive – the unit operated smoothly, without disturbing noises or vibrations. This is a sign that the repair was successful. Concurrently, the vehicle underwent regeneration of the shaft, which already exhibited noticeable play, and a complete flushing of the hydraulic system. The tank, cooler, and hoses were thoroughly cleaned, and the system was filled with new oil provided by the client.
Why did the failure occur?
As verification showed, the main cause of the problems was the poor condition of the hydraulic oil. Water in the system and contaminants lead to accelerated wear of components, increased friction, and noise generation. Neglecting regular filtration and oil replacement is the most common mistake made by users of construction machinery. Even the best-designed pump, like the Rexroth A4VG71, cannot cope with operation in an environment full of contaminants.
How to avoid similar failures?
- Regularly check the condition of the oil and hydraulic filters.
- React immediately to any unusual sounds or vibrations from the pump.
- Replace the oil according to the manufacturer's recommendations – even more frequently if the machine operates in harsh conditions.
- Entrust repairs to specialized services that have test benches and appropriate diagnostic facilities.
Final test – the pump like new
After completing all the work, the concrete pump was started again. The pump operated quietly, efficiently, and without any signs of overload. The entire hydraulic system was bled and filtered. The new oil remained clean, and the filtration process was successful. The machine returned to work for the client in full operational condition.
This story is a perfect example of how a small neglect – contaminated or damp oil – can lead to an expensive failure. But it is also proof that with knowledge, experience, and the right equipment, even the most demanding hydraulic systems can be restored to full functionality.